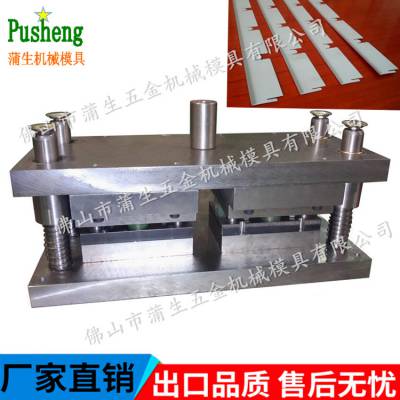
| ��Ʒ���ԣ���ѹ���� | ���ϲ��ʣ�����ְ� | �ӹ��ߴ磺thisis�ӹ��ߴ�mm |
| ������thisis����kg | ���thisis���� | ���洦����thisis���洦�� |
| Ʒ�ƣ�thisisƷ�� | �ͺţ�thisis�ͺ� | ��ѹ�����ࣺ���� |
| �ӹ����ͣ����������Ƽӹ� | ģ�ߣ��������ģ | �����жϡ� ��ס� �бߡ� ���ߡ� �伷ѹ�� ���Ρ� ���� |
| ���ܳ�÷�ʽ����ʽ | ��ʣ��ӹ���������ʣ��ӹ�����6496 | �����ӹ���������ӹ�����8211 |
| �������ڣ�1-3�� | �ӹ����ڣ�1-3�� |
����ʽ��2-3������2-4������2-5�����������λ�� s���ٶ� v�����ٶ� a������ת��!��
�������ߣ���Ϊ��������������˶���ͼ����ͼ2-13��ʾ������������ر�����������
�������˶����ɡ���ͼ���Կ�������������������ת���������������г��и�����˶���
���Dz���ͬ�ġ���������ֹ�㣨!=180�㣩����ֹ�㣨!=0�㣩ʱ�����˶��ٶ�Ϊ�㣬�� v=0��
���������г��е㣨!=75��ҫ90���!=270��ҫ285�㣩ʱ�����˶��ٶ�Ϊ����ȡ!=90��
��!=270��ʱ�Ļ����ٶ���Ϊ����Ĵ��ٶ� vmax������ʽ��2-4���ɵã�

������ת���ǿ��ر���16�͵���14��β��15��������ʵ�ֵģ���ͼ2-32C-C��
�棩��β��������������һ�𣨼�ͼ2-33��������Ҫ������Ӻ�ʱ��ʹ�ر���16ת������
��β��15��β����ͬ�������ڵ���14�������£�������ʱ����ת�����ơ����ԣ�ֻҪ����
�ϵ�ȱ���β�ת���������ϵİ����β۶��������ɱ�������β������ͼʾ����λ�ã���ͼ
2-32C-C���棩������������ʱ�뷽��ת��һ���Ƕȣ��������IJ��У���ͼ 2-32
D-D������ͼ������������������ʱ�뷽����ת����˼�ʱ������˳ʱ��ת������
��������һ���С�����ʹ����ֹͣ�˶����ɽ��ر���16ת��һ�Ƕȣ���סβ�壬������
������ת����������˶���ת��ת������λ�ã���ͼ2-32D-D������ͼ������ֿ�ת��װ
��������һ�˵��ƶ����������ƶ���
�� B-B�����ϣ�Ť�ر���ش�ö࣬�ʿɺ�����ص�Ӱ�졣��ͼ2-14a���Կ�����
������������ FAB�����£�����֧�о��ܵ���СΪ FAB��OD��Ť�أ����� R�NLһ�㶼��С
����Ϊ0.1ҫ0.2�������ԣ�%�Ǻ�С����ˣ�������ΪFAB* F����
ͼ2-14 �������������������ͼ
���Ż����λ�ƶ��仯�ģ������� OD�����������ת���ı�ġ����ԣ��������ܵ�����
Ť�أ�����Ħ��ʱ��������ת��!������ѹ��F�ı仯���仯����֮�������������Ť��
��T1��һ��ʱ���������������ܵĹ���ѹ����F��������ת�ǵı仯���仯����ͼ2-14a��
ʾ����!=0ʱ������OD=0�����ԣ���F��=��T1�ݡNOD���������!�ӽ�90��ʱ�����۴ﵽ
��ֵ��OD=R�������������ܵĹ���ѹ���ﵽСֵ��
��ɽ����������еģ������˾ �ֻ��� �绰�� ��ַ���㶫 ��ɽ ˳���� �ִ���ƽ����ҵ���϶�·�ĺ�